咨询热线
13611821862
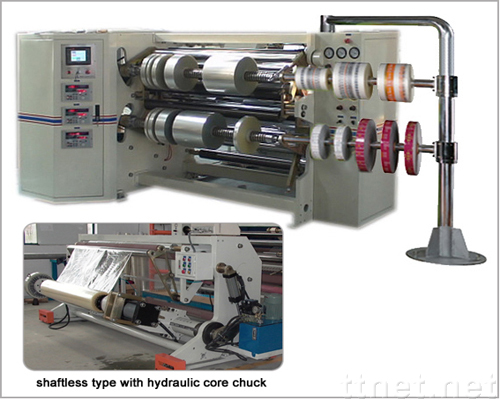
复卷机在复卷前,先将从造纸机生产出原纸纸卷用行车吊放在退纸台上,退纸架泛上配有制动电机(退纸辊电机),这样如果在复卷机运行时出现断纸能使复卷机迅速制动停车。电机上一般会安装旋转编码器作为速度反馈在PLC内通过一系列计算以保持纸幅张力。运行时,纸幅从退纸辊经过导纸辊、弧形辊、圆刀分切部、导纸辊、弧形辊、底辊引出后,最后缠绕在两底辊之间的纸芯上;前后底辊转动后,纸芯依靠与两底辊产生的摩擦力自转并且牵动整个纸幅向卷取部卷绕。在复卷机运行过程中,纸幅的张力使纸幅舒展,使得从原纸纸卷上引
出的纸幅按照要求缠绕到成品纸卷纸芯上,这样可以使复卷机高速运行状态下保证不会出现断纸情况的发生。
2.2 复卷机控制工艺分析
对复卷机控制工艺进行分析首先要清楚其成品纸卷对复卷机要求的质量指标。复卷机控制工艺的质量指标主要体现在成品纸卷的硬度(要达到内紧外松的要求)、成品纸卷的断面(圆刀切纸的横截端面要平整,便于成品纸卷出场后的再加工)、涂布白板纸纸面的磨损度(纸面与两底辊在复卷时要接触,在复卷过程中不能使纸面过度磨损)、复卷机的运行车速(为了跟上纸机生产的原纸速度,复卷机运行车速至少要比纸机的车速快 3-5 倍)这四个方面。
成品纸卷的硬度可用密度来表示,根据密度定义可知是成品纸卷的重量除以其体积,若密度大就说明纸卷的硬度大;纸卷内紧的要求是为了防止在复卷过程中纸卷随体积增大而变形,外松则是时成品纸卷在运输过程中能保持一定的弹性防止被破坏;还要求成品纸卷的径向硬度要分布均匀。圆刀在切开纸纸幅的过程中必然会在分开的纸幅间形成一个切口断面,在理论上是可以切成一个平面的,但在实际过程中并不容易做到,如果切割得不平则会引起分开的两个成品纸卷在复卷后难于分离。涂布白板纸是涂上涂料的一种板纸,纸幅有一面是发亮的涂步层,而复卷过程中涂布面与底辊会接触的,因此不能使其过度磨损。
在成品纸卷生产过程中由于复卷机每次更换原纸纸卷时必须停车,并且在通常情况下一个原纸纸卷在复卷过程出现断纸并且可能会分成几次才能用完,这中间复卷机都必须停车进行接头或者是更换成品纸卷纸芯才能开始再进行复卷,这些间歇通常都是不可避免的过程,所以要保证成品纸卷的正常生产,复卷机运行车速必须要比整个纸机的车速快 3-5 倍