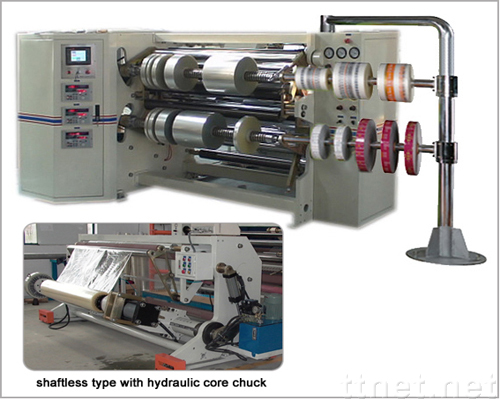
影响分条机在分切母卷时宽度精确主要有以下几个因素
1:在胶带分切设备运转过程中,如果刀具存在有横向摇摆的问题,那么将会导致发生尺度不良,比方刀具的横向摇摆和刀具外径尺度不同而不良。因为刀具的横向摇摆值不可能为零。通常其负荷的横向摇摆值约0.03-0.05mm。原因是刀厚、内径、距离套宽度等精度差错,厚板剪切时侧向应力发生的翘曲
2胶带分切机设备生产期间,因为钢板存在有横向翘曲的问题,因此造成了宽度尺度不良。这是因为在横向翘曲状态下剪断的制品丈量时比配刀设定值要大一些。
3:因为随着胶带分条机设备的生产运转,其间距离套、刀具等存在必定的合作差错。通常情况下,距离套、刀具等厚度精度为0.005。配刀时片数较多时,累计差错就变大。此是因为上公差设定不良。
4:要知道, 胶带分条机剪断的制品的宽度总比配刀的制品侧尺度略显下公差状态。因此需要提早猜测好这种下差程度。在制品侧配刀时距离套的尺度确守时参考。还要考虑到所选用的剪切方法。相比较来说,胶带分条机设备选用直拉式剪切的话,那么钢卷张力加大,横向翘曲会消失,尺度也会走下差